如何选择工业X光机?开管微焦X光机、闭管、工业CT与AXI高速系统专业选型指南
在高端制造向“高精密、高可靠、智能化”转型的今天,工业X光机已成为半导体、汽车电子、新能源电池、铸件焊缝、航天军工等领域不可或缺的无损检测核心装备。面对市场上开管微焦、闭管、工业CT、AXI高速在线等多种技术路线,如何精准选择一台真正匹配自己产品检测要求的工业X光机?选错不仅浪费采购预算,更可能导致产线良率下滑、关键工序“卡脖子”。骅飞科技(Wahfei)作为国内领先的X射线检测装备自主研发企业,依托十余年行业沉淀,为您奉上这份权威选型指南,助您避开误区、锁定最优方案。


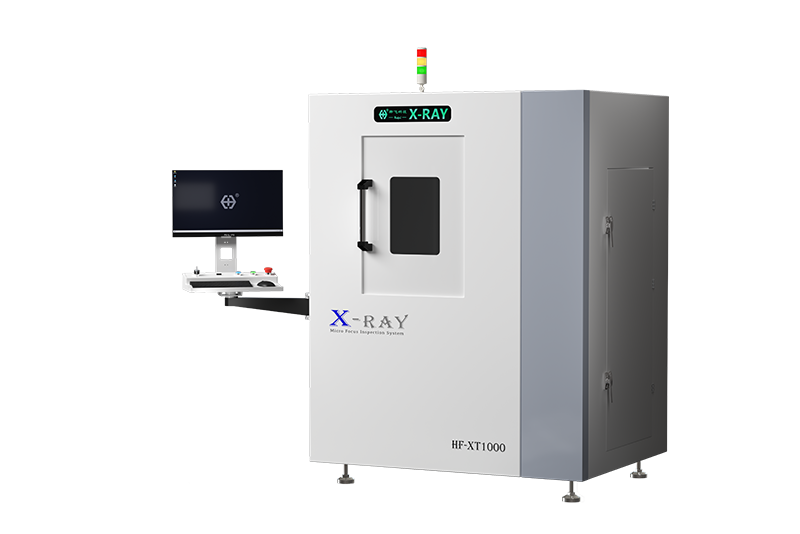
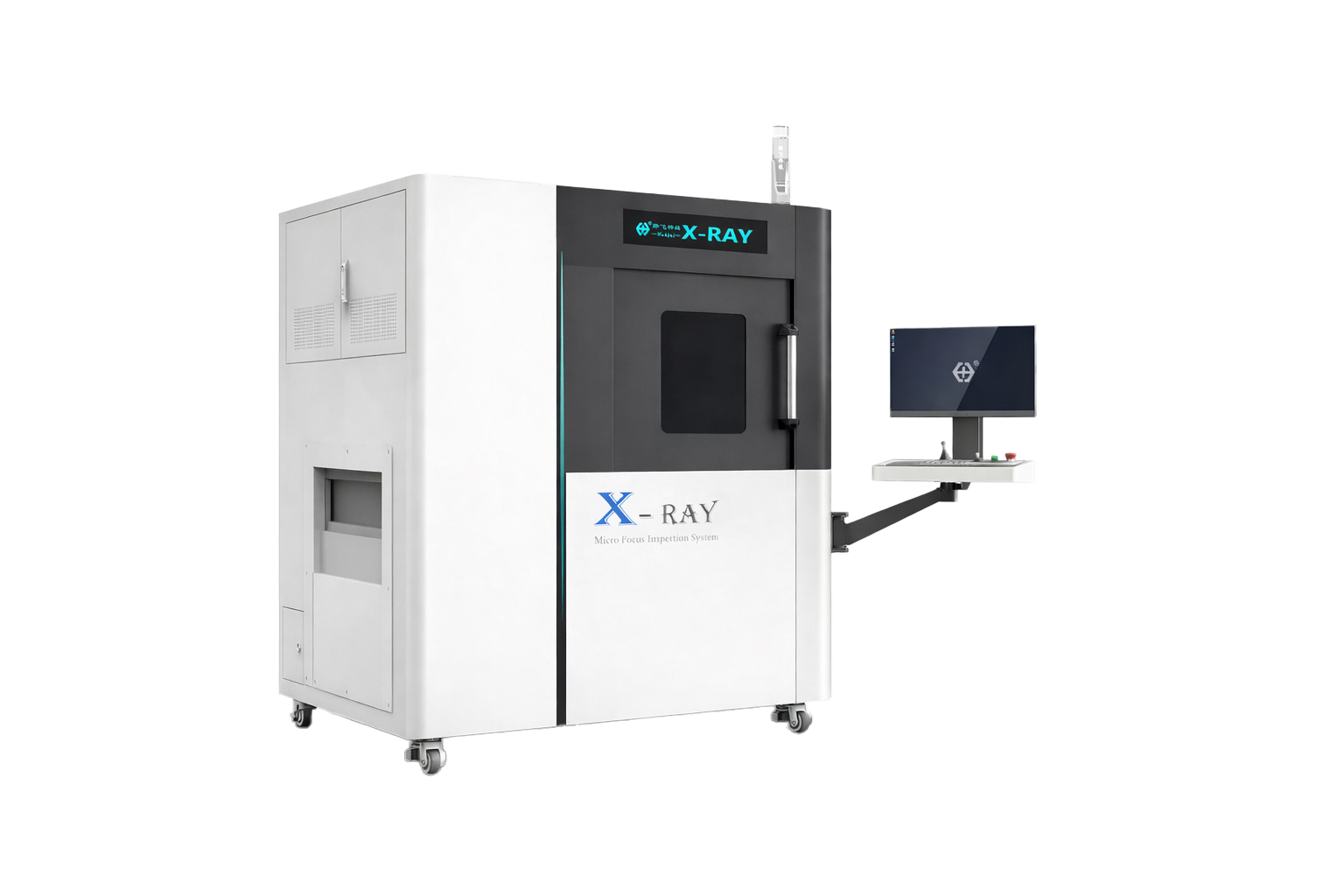
一、纳米级精密检测:开管微焦X光机打破国外垄断
随着集成电路、可穿戴电子、汽车电子向微米甚至纳米级演进,传统闭管X射线源(焦点尺寸几微米)已无法满足<1μm的高精度要求。骅飞科技160kV透射式开管微焦工业X光机采用全新开管技术,可实现更高管电压、更小焦点尺寸、更大射线锥角和更高光学放大倍数,轻松应对近纳米级别检测需求。
特别针对半导体封测、航天军工主控板等高可靠场景,开管设备支持更高分辨率成像,避免二维重叠导致的误判。集成电路制程专用开管X光检测系统更是专为高端封装产线打造,已成功助力多家国内头部企业实现国产替代。
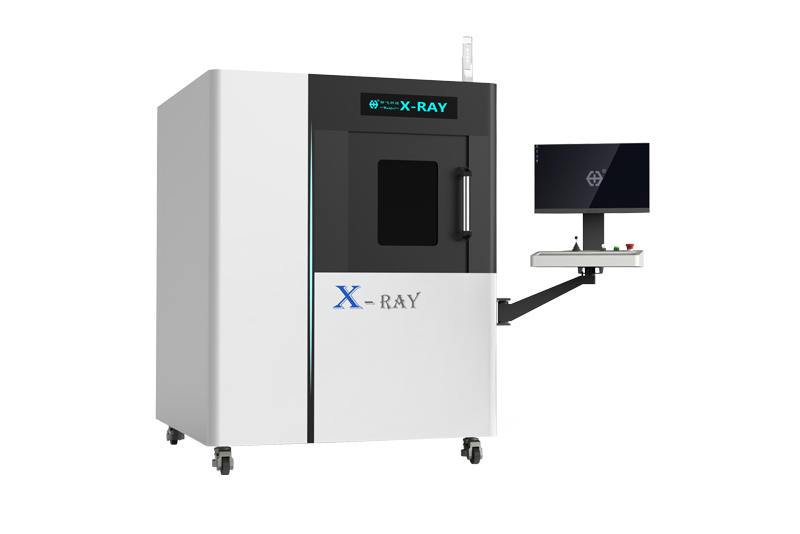
核心应用领域:可穿戴电子、汽车电子、半导体封测、航天军工主控板检测。